鋁合金壓鑄件各部分相交應有圓角(分型面處除外),使金屬填充時流動平穩,氣體容易排出,并可避免因銳角而產生裂紋。對于需要進行電鍍和涂飾的鋁合金壓鑄件,圓角可以均勻鍍層,防止尖角處涂料堆積。
鋁合金壓鑄件的圓角半徑R一般不宜小于1mm,最小圓角半徑為0.5 mm,見表2。鑄造圓角半徑的計算見表3。
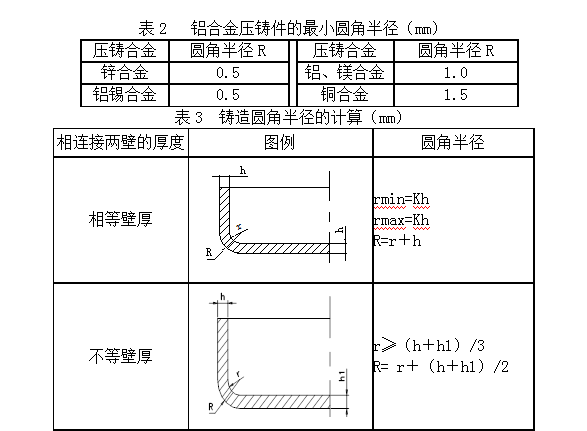
說明:①、對鋅合金鑄件,K=1/4;對鋁、鎂、合金鑄件,K=1/2。
②、計算后的最小圓角應符合表2的要求。
鋁合金壓鑄件上凡是壁與壁的連接,不論直角、銳角或鈍角、盲孔和凹槽的根部,都應設計成圓角,只有當預計確定為分型面的部位上,才不采用圓角連接,其余部位一般必須為圓角,圓角不宜過大或過小,過小鋁合金壓鑄件易產生裂紋,過大易產生疏松縮孔,鋁合金壓鑄件圓角一般取:1/2壁厚≤R≤壁厚。
圓角的作用是有助于金屬的流動,減少渦流或湍流;避免零件上因有圓角的存在而產生應力集中而導致開裂;當零件要進行電鍍或涂覆時,圓角可獲得均勻鍍層,防止尖角處沉積;可以延長壓鑄模的使用壽命,不致因模具型腔尖角的存在而導致崩角或開裂。
圓角可使金屬液流動順暢,改善充型持性,氣體容易排出。同時,避免尖角產生應力集中而導致裂紋缺陷。
特別是鋁合金壓鑄件需要電鍍處理時,圓角對于保證其良好的電鍍效果是十分必要的。
拔模斜度
設計鋁合金壓鑄件時,就應在結構上留有結構斜度,無結構斜度時,在需要之處,必須有脫模的工藝斜度。斜度的方向,必須與鑄件的脫模方向一致。推薦的脫模斜度見表4。
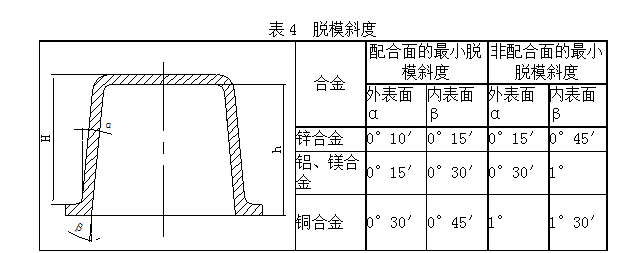
說明:①、由此斜度而引起的鑄件尺寸偏差,不計入尺寸公差值內。
②、表中數值僅適用型腔深度或型芯高度≤50mm,表面粗糙度在Ra0.1,大端與小端尺寸的單面差的最小值為0.03mm。當深度或高度>50mm,或表面粗糙度超過Ra0.1時,則脫模斜度可適當增加。
斜度作用是減少鑄件與模具型腔的摩擦,容易取出鑄件;保證鑄件表面不拉傷;延長壓鑄模使用壽命,鋁合金鋁合金壓鑄件一般最小鑄造斜度如下:

為了順利脫模,減少推出力、抽芯力,減少模具損耗,在設計鋁合金壓鑄件時,應在結構上有盡可能大的斜度。從而減少鋁合金壓鑄件與模具的摩擦,容易取出鑄件,也使鑄件表面不被拉傷,保證表面光潔。
加強筋
加強筋的設置可以增加零件的強度和剛性,同時改善了壓鑄的工藝性。
但須注意:
① 分布要均勻對稱;
② 與鑄件連接的根部要有圓角;
③ 避免多筋交叉;
④ 筋寬不應超過其相連的壁的厚度。當壁厚小于 1.5mm時,不宜采用加強筋;
⑤ 加強筋的脫模斜度應大于鑄件內腔所允許的鑄造斜度。
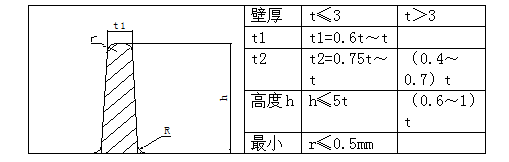
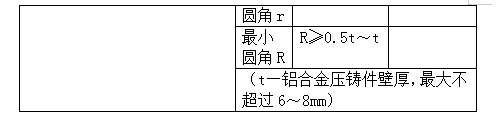
一般采用的加強筋的尺寸按表5選取:
大于或等于2.5㎜,會降低抗拉強度,易產生氣孔,縮孔。
設計原則:1、受力大,減小壁厚,改善強度。
2、對稱布置,壁厚均勻,避免縮孔氣孔。
3、與料流方向一致,避免亂流。
4、避免在肋上設置任何零部件。
筋的作用是壁厚改薄后,用以提高零件的強度和剛性,防止減少鑄件收縮變形,以及避免工件從模具內頂出時發生變形,填充時用以作用輔助回路(金屬流動的通路),鋁合金壓鑄件筋的厚度應小于所在壁的厚度,一般取該處的厚度的2/3~3/4。
鋁合金壓鑄件傾向采用均勻的薄壁,為了提高其強度和剛性,防止變形,不應單純用增加壁厚的方法,而應采用適當的薄壁加強筋達此目的。
加強筋應對稱布置,厚度均勻,避免新的金屬堆聚。為減少脫模時的阻力,加強筋應有鑄造斜度。
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯系電話
聯系電話
東莞市恩創精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術支持:米可網絡 / 百度統計
 恩創微信公眾號
恩創微信公眾號 恩創抖音
恩創抖音






 全國服務熱線
全國服務熱線